全國服務熱線
田總:15101029877
田總:15101029877

FOCUS ON SERVE AREAS OF SERVICE
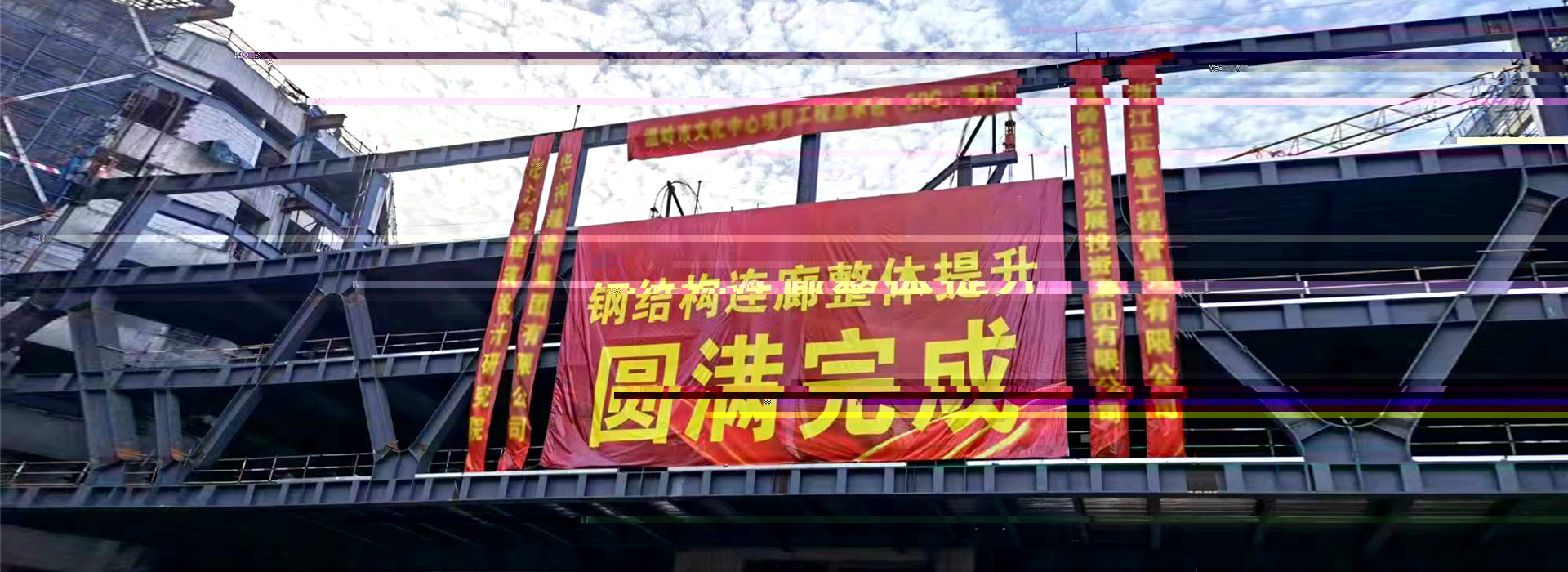
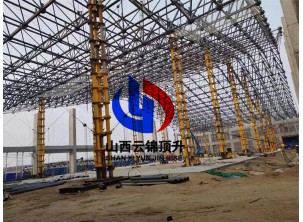
 鋼結構提升案例
鋼結構提升案例 鋼屋架加高
鋼屋架加高 頂升案例
頂升案例 焊接球加工
焊接球加工









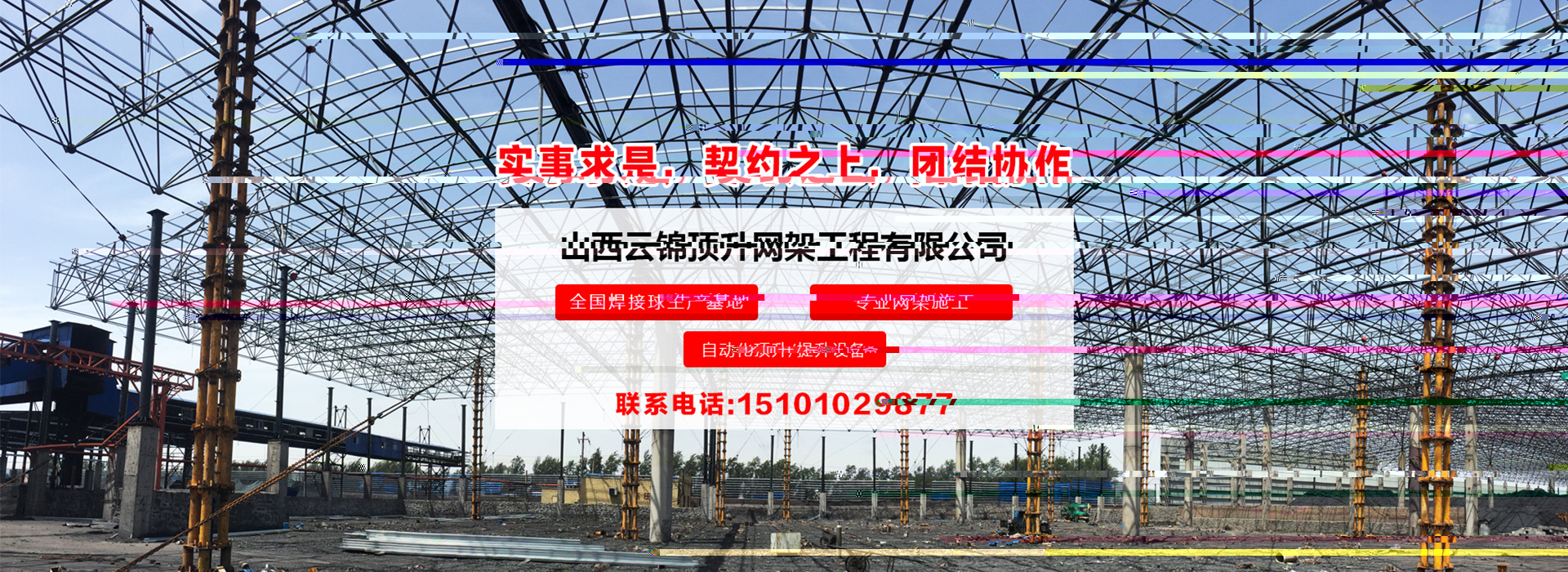
選擇雲錦頂升網架的理由
是一家集網架設計、制造、施工、服務為一體的專業大型生産企業。
專業的設計團隊和施工團隊,從原材料采購到産品加工、現場安裝,一站式為您解決,讓您的工程省時、省力、省心。
公司位于山西汾陽焊接球加工生産基地,先後完成國内三十六項鋼結構重大項目的頂升施工, 網架焊接球生産能力達到幾萬噸。
我們始終堅持“我設計,我生産,我施工,我負責”的企業理念,12年來服務了數百家 客戶,精品工程深受客戶信賴。
about us
公司占地20畝
生産車間20000平方米
年鋼結構生産量
公司成立時間12多年
 行業資訊
行業資訊

球節點的焊接工藝(1)定位焊構件就位後先點焊牢固,如下圖所示,定位焊一般為2~4處,定位焊前應檢查管端是否完全吻合,坡口兩側是否有油污雜質,應清理幹淨後方可點焊,定位焊縫必須焊透,長度一般為30mm左右,根據管徑大小而定,定位焊縫不宜過厚。(2)成型焊縫焊接順序每個節點的焊接順序:先焊接弦杆、後焊腹杆,球節
要使待組裝的焊接球和杆件在空間準确定位必須具備如下條件:A,平整的剛度較大的基準面因在腳手架上定位網架構件,該腳手架需承受安裝過程中調節網架節點位置的局部集中附加力,故安裝該網架所需的腳手架的支撐力和剛度必需比一般安裝網架所需的腳手架的支撐力和剛度要大,至少在需支撐調節網架下弦節點處部位進行局部加強處理,然
為了保證網架在實際使用過程中符合設計假定模式,盡量減少或消除網架安裝過程中因焊接球和杆件定位尺寸誤差産生的次應力和内在隐患,我們采取如下幾個方面的措施:1,提高該網架構件的制作加工精度網架各組成構件的尺寸精度是保證網架整體尺寸精度的前提條件之一,且焊接球網架是杆件與焊接球直接焊接連結,其降低安裝積累誤差的環
 山西綜改示範區太原學府園區電商街8号A座
山西綜改示範區太原學府園區電商街8号A座
 田總:15101029877
田總:15101029877
 804818716@qq.com
804818716@qq.com
 微信咨詢
微信咨詢